Дисковый многопил - одновальный или двухвальный?
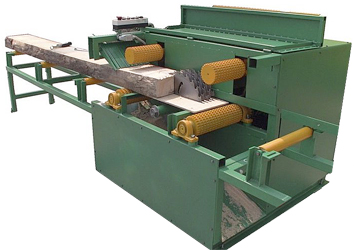
Бревнопильные станки — главное оборудование в технологической цепочке лесопильного производства. В массовом производстве применяются лесопильные рамы, ленточные пилорамы, дисковые многопилы (одновальные и двухвальные) и фрезернопильные агрегаты (об этом мы писали в предыдущей статье). Поточное производство обрезной доски и бруса целесообразно осуществлять на дисковых пилорамах, совмещенных с фрезерно-брусующим комплексом. Такой способ распиловки позволяет работать с тонкомером, обеспечивая массовую распиловку низкокачественного сырья и повышение производительности в 1,5-2 раза. Фрезерно-бурусующее оборудование считается оптимальным вариантом для продольного раскроя тонкомерного и среднеразмерного сырья диаметром от 140 до 480 мм. С технологической точки зрения в таких станках совмещены две операции:
- получение плахи заданной ширины путем фрезерования боковых поверхностей бревна фрезерными головками (параллельно получается опил или технологическая щепа, которые также имеют коммерческую ценность);
- полученный на брусовале двух- или четырехкантный брус раскраивается на многопиле с получением доски или бруса заданных размеров.
Распиловка бруса может производиться с использованием одновального или двухвального пильного узла.
 .
.
Принципиальным конструктивным отличием
двухвальных станков от одновальных является наличие 2-х пильных валов. У одновальных станков пильный вал один, который оснащен дисковой пилой значительно большего диаметра. В этом основополагающей разнице и кроются технические плюсы и недостатки каждого вида станков.
Конструкция одновального многопила
Одновальный станок предполагает односторонний раскрой бруса на доски с применением одного комплекта пил на общем пильном валу.
Как правило, одновальные станки используются для раскроя лафета толщиной до 250 мм. Лимит на толщину задается диаметром пильного диска. Пила должна пройти всю толщину заготовки с определенным запасом. В зависимости от габаритов исходного сырья на одновальных многопилах используются пильные диски диаметром 350-900 мм. Их главным недостатком является большая ширина пропила, ведь при увеличении диаметра пилы для выдерживания силовых нагрузок увеличивается и ширина зуба (пилы). А это негативно сказывается на выходе годного пиломатериала.
Основным преимуществом использования одновальных станковсчитается простота конструкции, в которой имеется только один пильный блок. Это упрощает обслуживание оборудования, снижает требования к системе автоматизации и механизации производства, уменьшает количество деталей и режущего инструмента.
Конструкция двухвального многопила
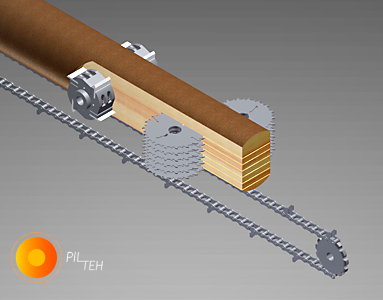 Двухвальный станок имеет два комплекта пил на разных пильных валах, которые с двух сторон распиливают брус на обрезные доски. При этом пропил с обеих сторон доходит только до середины бревна. За счет этого можно значительно уменьшить диаметр пильных дисков и оптимизировать технико-экономические параметры процесса.
Двухвальный станок имеет два комплекта пил на разных пильных валах, которые с двух сторон распиливают брус на обрезные доски. При этом пропил с обеих сторон доходит только до середины бревна. За счет этого можно значительно уменьшить диаметр пильных дисков и оптимизировать технико-экономические параметры процесса.
Пильные валы смещены друг относительно друга на некоторое расстояние и вращаются в разные стороны для снижения нагрузки и компенсации сдвига заготовки. Главным недостатком такой конструкции является необходимость обеспечения точности позиционирования соответствующих пар пильных дисков в одной плоскости. Если настройка станка выполнена с нарушениями и пары дисков смещены относительно друг друга, то на поверхности доски появится так называемая «ступенька».
Однако двухвальная система в сравнении с одновальной имеет несомненные преимущества:
- уменьшение толщины пропила за счет более тонкого полотна (например, на станке для тонкомера УПТ-250С, в котором фрезерно-брусующий узел совмещен с многопильным узлом, толщина пропила составляет 3,5 мм против 5-6 мм для одновальных аналогов)
- повышение скорости резания и геометрической точности распиловки;
- распределенная нагрузка на валы обеспечивает меньшие энергозатраты и больший срок эксплуатации.
О плюсах и минусах в сравнении
 У одновальных станков явным плюсом является более простое обслуживание при эксплуатации. Разводить и затачивать необходимо только один комплект пил. У двухвальных станков соответственно 2 комплекта, но следует принимать во внимание распределение нагрузки, что обозначает меньшее количество требуемых заточек пил все же на двухвальном станке.
У одновальных станков явным плюсом является более простое обслуживание при эксплуатации. Разводить и затачивать необходимо только один комплект пил. У двухвальных станков соответственно 2 комплекта, но следует принимать во внимание распределение нагрузки, что обозначает меньшее количество требуемых заточек пил все же на двухвальном станке.
- Больший диаметр пил на одновальных станках обуславливает более высокий уровень вибраций и риск разлома самой пилы при прохождении твердых волокон древесины. Также непосредственно с диаметром пилы связано физико-механическое явление растяжения металла. Нарушения технологии провоцируют появление таких дефектов продукции как размерные несовпадения габаритов и углов, сколы, трещины и пригорания на поверхности пиломатериалов. В дополнение к этому стоит учесть повышенный расход эксплуатационного ресурса пил и самого станка при возникновении перенапряжений. При обработке очень отличающихся по структуре и твердости пиломатериалов лучше себя показывают именно двухвальные станки благодаря прочности дисков меньшего диаметра и распределению воздействия на них, что снижает вероятность появления торцевого биения.
 Одним из самых озвучиваемых преимуществ одновальных станков является отсутствие «ступеньки» на срезе пиломатериала. Но если двухвальный станок настроен правильно, согласно рекомендованному производителем регламенту, и работает в нормальном режиме, то такого дефекта на продукции тоже не будет.
Одним из самых озвучиваемых преимуществ одновальных станков является отсутствие «ступеньки» на срезе пиломатериала. Но если двухвальный станок настроен правильно, согласно рекомендованному производителем регламенту, и работает в нормальном режиме, то такого дефекта на продукции тоже не будет.
- Поверхностно очевидно мнение, что меньшее количество узлов, а соответственно подшипников, приводов, ременных передач и других элементов, поддающихся износу. Но при оценке количества поломок проявляется практически идентичная статистика на равноценных по качеству исполнения станках, что свидетельствует о том, что в двухвальных станках есть момент распределения механических воздействий на парные узлы и замена расходных материалов проводится реже, чем на одновальных.
- Утверждение о том, что придется править гораздо больше зубцов на пилах тоже нельзя ставить в разряд существенных факторов увеличения эксплуатационного ухода за станком. При сравнении, количество зубьев на пиле однопильного станка и 2-х пил на двухпильном, практически одинаковое. Поэтому логика о двукратном увеличении объема работ по разведению и заточке, не выдерживает никакой критики. Тем более, что пильные диски большого диаметра стоят дороже небольших, которые годятся для работы на двухвальных станках. Для предсказуемого и оптимального выбора пил, стоит опираться на рекомендации по выбору.
 Распиловка плахи на двухвальном узле более экономна, чем на одновальном за счет меньшей толщины дисков. Уменьшается толщина пропила - меньше уходит в опилку, больше полезный выход. Учитывая очень высокую производительность станков, можно рассчитывать на экономию сырья до 5%, что достаточно существенно в условиях крупномасштабного производства.
Распиловка плахи на двухвальном узле более экономна, чем на одновальном за счет меньшей толщины дисков. Уменьшается толщина пропила - меньше уходит в опилку, больше полезный выход. Учитывая очень высокую производительность станков, можно рассчитывать на экономию сырья до 5%, что достаточно существенно в условиях крупномасштабного производства.
- При выборе конструкционного типа станка стоит учесть, что при относительно равных максимальных габаритах заготовки мощность двигателя будет больше у однопильных моделей. Это тоже является аргументом в пользу рентабельности двухвальных станков благодаря экономии электропотребления. На примере уже упомянутого выше двухвального многопила УПТ-250С - два пильных двигателя мощностью по 18,5 кВт обеспечивают производительность до 15 м3 за смену при подаче до 13 м/мин, в то время как на одновальных многопилах для аналогичной скорости подачи устанавливают двигатели мощностью 37-55 кВт при меньшем размере лафета.
Заключение
При распиловке низкосортной древесины малого и среднего диаметра двухвальные многопилы гораздо экономичнее одновальных аналогов. Станки такого типа комплектуются более дешевыми пильными дисками, потребляют меньше электроэнергии при аналогичной производительности, позволяют работать с лесоматериалами большего диаметра. При распиловке лафета на двухвальном станке повышается выход годной доски. Вместе с тем, при использовании двух блоков пильных дисков необходимо обеспечить точную синхронизацию их работы. Это требует высокого уровня автоматизации, что нужно учесть при выборе модели дискового многопила с двухвальной схемой распиловки.